≡ меню
 Минск, пр. Независимости, 199. Уручье
Минск, пр. Независимости, 199. Уручье
|

Предлагаемый в аренду Кран консольный К-1 (подъемник кровельный) предназначен для подъема грузов массой до 320 кг. Может быть установлен как на кровлю, так и между этажами в шахтах либо оконных проемах. В основном используется при устройстве и ... 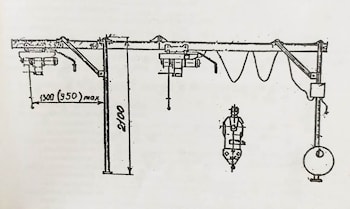
Аренда крана консольного этой модификации будет актуальна при работе на объектах высотой менее 50 метров. По конструкции, техническим характеристикам и схеме монтажа эта модель консольного крана полностью идентична другим моделям кранов К-1, которые ... 
Аренда консольного крана этой модели подходит для работ на объектах высотой до 100 метров включительно. Увеличенная высота подъема доступна благодаря особенной конструкции лебедки. Здесь нужно отметить, что с увеличением высоты подъема ... 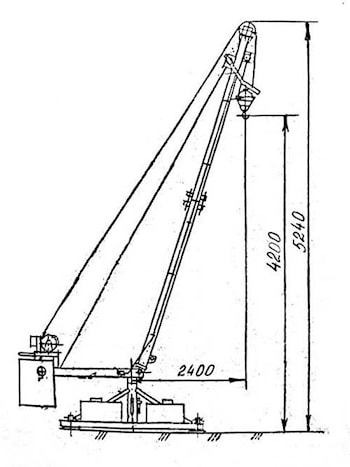
Специально для работ на зданиях большой высоты у нас можно арендовать кран Пионер, устанавливаемый на высоту до 100 метров. По всем основным техническим и конструктивным характеристикам кран идентичен другим моделям из нашей линейки кранов Пионер, ... 
Ещё одна модель из линейки предлагаемых в аренду кранов типа Пионер со своим оптимальным набором технических и эксплуатационных характеристик. Особенности крана Мастер КСП-500: 1. Уменьшенный вес стрелы, разборная растяжка. Что облегчает доставку ... 
Аренда крана Пионер грузоподъёмностью 500 кг. будет актуальна при выполнении кровельных работ, кладке парапетов и стен, других строительно-монтажных и ремонтных работ на кровле и перекрытиях зданий. Реже кран может использоваться в строительстве ... 
Назначение: Предлагаемый в аренду кран предназначен для подъема грузов массой до 1т. Изготовлен ОАО "Строймаш", г. Минск. Используется в основном в строительстве для работ по устройству и ремонту кровель, при кладочных и иных строительных работах, а ... 
Китайские шестиметровые люльки берут в аренду чаще всего. «Шестиметровая китайка» - это самый распространенный и популярный вид строительных фасадных люлек, как в аренду так и при покупке. Маркируются ZLP-630 и ЛЭ 1-150-630, обе марки – китайские, ... 
Нередко организации, эксплуатирующие фасадные строительные люльки (подъемники) сталкиваются с необходимость взять в аренду арочные консоли. Причины этому могут быть разные, подробнее смотрите ниже. Мы предлагаем Вам арендовать консоли арочные ... 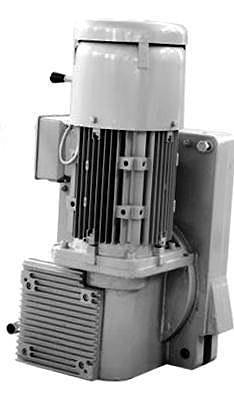
Описание: Лебедка китайского подъемника существенно отличается от лебедки белорусского отечественного подъемника. Отличается она принципом действия, конструкцией и, соответственно, своими ходовыми качествами и характеристиками. В наиболее ... 
Назначение. Эту модель резчика мягкой кровли мы рекомендуем арендовать для усложненных и больших по объему демонтажей кровельного покрытия. Для этого CR-147E оснащен самым мощным из всей линейки резчиков кровли 5.5-киловаттным двигателем, а также ... 
Фреза со специальными победитовыми напайками предназначена для прорезания старого слоя водоизоляционного рулонного ковра с целью облегчения его демонтажа и дальнейшей утилизации. Подходит к резчикам мягкой кровли марки Сплитстоун, а также к другим ...
Предлагаемый в аренду Кран консольный К-1 (подъемник кровельный) предназначен для подъема грузов массой до 320 кг. Может быть установлен как на кровлю, так и между этажами в шахтах либо оконных проемах. В основном используется при устройстве и ...
Аренда крана консольного этой модификации будет актуальна при работе на объектах высотой менее 50 метров. По конструкции, техническим характеристикам и схеме монтажа эта модель консольного крана полностью идентична другим моделям кранов К-1, которые ...
Аренда консольного крана этой модели подходит для работ на объектах высотой до 100 метров включительно. Увеличенная высота подъема доступна благодаря особенной конструкции лебедки. Здесь нужно отметить, что с увеличением высоты подъема ...
Специально для работ на зданиях большой высоты у нас можно арендовать кран Пионер, устанавливаемый на высоту до 100 метров. По всем основным техническим и конструктивным характеристикам кран идентичен другим моделям из нашей линейки кранов Пионер, ...
Ещё одна модель из линейки предлагаемых в аренду кранов типа Пионер со своим оптимальным набором технических и эксплуатационных характеристик. Особенности крана Мастер КСП-500: 1. Уменьшенный вес стрелы, разборная растяжка. Что облегчает доставку ...
Аренда крана Пионер грузоподъёмностью 500 кг. будет актуальна при выполнении кровельных работ, кладке парапетов и стен, других строительно-монтажных и ремонтных работ на кровле и перекрытиях зданий. Реже кран может использоваться в строительстве ...
Назначение: Предлагаемый в аренду кран предназначен для подъема грузов массой до 1т. Изготовлен ОАО "Строймаш", г. Минск. Используется в основном в строительстве для работ по устройству и ремонту кровель, при кладочных и иных строительных работах, а ...
Китайские шестиметровые люльки берут в аренду чаще всего. «Шестиметровая китайка» - это самый распространенный и популярный вид строительных фасадных люлек, как в аренду так и при покупке. Маркируются ZLP-630 и ЛЭ 1-150-630, обе марки – китайские, ...
Нередко организации, эксплуатирующие фасадные строительные люльки (подъемники) сталкиваются с необходимость взять в аренду арочные консоли. Причины этому могут быть разные, подробнее смотрите ниже. Мы предлагаем Вам арендовать консоли арочные ...
Описание: Лебедка китайского подъемника существенно отличается от лебедки белорусского отечественного подъемника. Отличается она принципом действия, конструкцией и, соответственно, своими ходовыми качествами и характеристиками. В наиболее ...
Назначение. Эту модель резчика мягкой кровли мы рекомендуем арендовать для усложненных и больших по объему демонтажей кровельного покрытия. Для этого CR-147E оснащен самым мощным из всей линейки резчиков кровли 5.5-киловаттным двигателем, а также ...
Фреза со специальными победитовыми напайками предназначена для прорезания старого слоя водоизоляционного рулонного ковра с целью облегчения его демонтажа и дальнейшей утилизации. Подходит к резчикам мягкой кровли марки Сплитстоун, а также к другим ... | ||||||||||||
|
© 2024
ИП Тейранов Алексей Викторович
Сайт работает на платформе Nestorclub.com | |||||||||||||